Примерный срок службы поршневых колец в четырехтактных двигателях составляет 10 000—15 000 км пробега мотоцикла, у двухтактных двигателей — 4000—8000 км соответственно при малом и большом рабочем объеме цилиндров. Применением высококачественных масел и эффективного воздухоочистителя можно достигнуть почти удвоения срока службы поршневых колец. Вне зависимости от срока службы компрессионные поршневые кольца заменяют при уменьшении компрессии, масло-съемные—при увеличении расхода масла и появлении обильного масляного дыма. Признаками износа, при котором безусловно требуется замена поршневого кольца, являются увеличение зазора в замке больше 3 мм, потемнение отдельных участков рабочей поверхности от прорыва газов и значительное уменьшение упругости. У маслосъемных колец дополнительным признаком необходимости их замены является износ рабочих кромок 
Фиг. 1. Измерение зазора в замке поршневого кольца шупом: 1 — цилиндр; 2 — кольцо; 3 — щуп. Для определения износа кольца снимают с поршня при помощи пластинок жести (фиг. 1) и вставляют без перекоса в цилиндр. Выравнивать положение кольца в цилиндре удобно поршнем, вводимым в цилиндр вслед за кольцом. Зазор в замке кольца определяют с помощью набора щупов или пластинок, которые затем измеряют штангелем. Упругость кольца из-за отсутствия у мотоциклистов специального прибора проверяют на ощупь и сравнивают с упругостью нового кольца. Перед установкой нового кольца подгоняют его размеры по месту, проверяют зазор в замке, соответствие высоты кольца ширине канавки, толщины кольца — глубине канавки и прилегание к зеркалу. Зазор в замке у вставленного в цилиндр кольца измеряют, как было указано выше, путем просовывания в стык между его концами тонких щупов (фиг. 139). Ориентировочно величина зазора составляет 0,1—0,2 мм. Меньшие зазоры относятся к цилиндрам малых диаметров. У верхнего кольца зазор должен быть несколько больше, чем у нижних колец. В качестве щупа могут служить лезвия безопасной бритвы толщиной 0,1—0,15мм. Когда зазора в замке нет, спиливают торцы кольца в стыке, часто проверяя наличие зазора щупом. Кольцо, надетое на поршень без зазора, не дает возможности вставить поршень в цилиндр. При недостаточном зазоре кольцо, расширившись во время работы двигателя, заклинит поршень в цилиндре. Для работы в цилиндре, имеющем износ зеркала, кольца необходимо подогнать так, чтобы нормальный зазор в замке начинал образовываться с середины цилиндра и был меньше нормального у нижней, менее изношенной части зеркала. 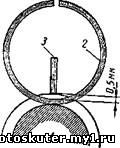
Для проверки соответствия высоты кольца ширине канавки в поршне кольцо вставляют наружной стороной в канавку и прокатывают по ней. Кольцо должно плотно входить в канавку, но перемещаться без заедания. Величина зазора между кольцом и боковой стенкой канавки может колебаться в пределах от 0,02 до 0,06 мм. Правильно подогнанное кольцо, надетое на поршень, утапливается в канавку под влиянием своего веса. При тугой посадке в канавке кольцо будет недостаточно подвижно, пригорит, заклинится и не будет ьыполнять основного назначения — уплотнения поршня в цилиндре. При увеличении против нормы зазора 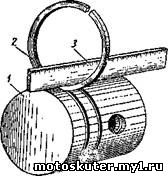
Фиг. 2. Проверка соответствия кольца глубине канавки в поршне: 1 — поршень; 2 — кольцо; J — линейка. между кольцом и боковыми стенками канавки во вреАмя работы двигателя происходит перемещение кольца между стенками канавки вдоль оси цилиндра, что способствует быстрому износу боковых стенок канавки и торцов кольца, поломке кольца, увеличению расхода масла (насосное действие). Торцы кольца можно прошлифовать на мелкой наждачной шкурке, положенной на ровную плоскость, например на лист стекла, или доводить до нужного размера на притирочной плите. Если высота кольца недостаточна и оно вследствие этого неплотно входит в канавку, то его бракуют. Соответствие толщины кольца глубине канавки проверяют следующим способом: кольцо наружной стороной вставляют в канавку поршня; к поршню параллельно его продольной оси прикладывают ребром линейку так, чтобы участок кольца, погруженный в канавку, оказался между дном канавки и ребром линейки (фиг. 2). Кольцо, соответствующее глубине канавки, утапливается в ней на 0,50—0,65 мм и свободно перемещается между Дном канавки и линейкой. Если кольцо не утапливается в канавке, то при расширении поршня и образовании под кольцом нагара дна канавки нажимает на кольцо, которое, в свою очередь, наружной поверхностью упирается в зеркало и вызывает заклинивание поршня в цилиндре. Для проверки прилегания кольца к зеркалу его вставляют в цилиндр и, пользуясь сильным источником света, проверяют, нет ли просвета между кольцом и зеркалом; при этом для удобства осмотра кольцо закрывают кружком картона; при наличии больших просветов кольцо бракуют. После указанных проверок кольцо устанавливают в канавку поршня, обязательно пользуясь приведенными выше пластинками жести У двухтактных двигателей перед установкой всех колец на поршень дополнительно проверяют сопряжение выемки в замке кольца со стопором в канавке поршня. Для этого после установки первого и каждого последующего кольца поршень вводят в цилиндр. Если поршень с каким-либо из колец не входит в цилиндр (несмотря на то, что зазор в замке правильный и кольцо надлежащим образом утапливается в канавке), то необходимо немного спилить надфилем стопор в канавке поршня или замковую выемку в кольце. При отсутствии соответствующих поршневых колец заводского производства можно воспользоваться кольцами несколько больших диаметров, не совпадающими по высоте и толщине с шириной и глубиной канавок поршня, или изготовить кольца упрощенным способом. Для использования кольца диаметром, большим чем у цилиндра, спиливают торцы кольца в замке. Уменьшенное таким способом кольцо удовлетворительно работает, если его диаметр в сомкнутом состоянии до припиливания торцов не превышает диаметра цилиндра более чем на 1,0—1,5 мм. Длину окружности кольца в этих случаях уменьшают несколько более, чем на 3—4,5 мм. При большем первоначальном несоответствии диаметров кольцо, установленное в цилиндр, приобретает овальную форму и перестает плотно прилегать к зеркалу. Высоту кольца, не соответствующую ширине канавки, уменьшают до нужного размера или устанавливают два кольца малой высоты в одну канавку. Требуемый размер получают шлифованием боковых поверхностей колец на плоскошлифовальном станке с магнитным столом или спиливанием вручную. Для спиливания вручную кольцо закрепляют в кольцевом пазу, проточенном на торце металлической болванки, или на гладко выстроганной доске гвоздями без шляпок (фиг. 3). Опиливание производят личным и бархатным плоским напильниками, равномерным и одновременным нажимом на противолежащие участки кольца по перекрестным направлениям. После ручной опиловки кольцо доводят до нужного размера на наждачной шкурке или притирают на плите. Вместо уменьшения высоты кольца можно, если позволяет высота поясков между кольцами, расширить канавки в поршне проточкой на токарном станке. Изменение размеров канавки в поршне может быть допущено как исключение лишь при наличии достаточного запаса вцозь устанавливаемых колец. При подгонке кольца по толщине к канавке поршня рекомендуется не опиливать и не протачивать кольцо изнутри, а углублять резцом на токарном станке канавку в поршне. Изготовление поршневых колец упрощенным способом целесообразно лишь в том случае, если не удается обеспечить двигатель заводскими кольцами. Один из общеизвестных способов изготовления поршневых колец, подобных по качеству кольцам заводского изготовления, следующий: из маслоты чугуна (отрезок литой толстостенной чугунной трубы) улучшенного качества вытачивают на токарном станке заготовки кольца диаметром, несколько большим, чем требуемый размер кольца; затем по окружности из кольца вырезают небольшую часть; при сведении торцов заготовки кольцо пружинит, но приобретает овальную форму. 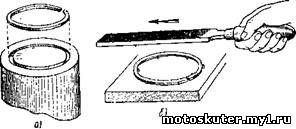
Фиг. 3. Закрепление поршневого кольца при уменьшении его высоты спиливанием: а —в пазу болванки; б— на доске с помощью гвоздей. Для получения правильной окружности заготовки нескольких штук колец надевают на оправку, сводят концы в замке, зажимают с торца гайкой и протачивают снаружи до размера, соответствующего диаметру цилиндра. После этой операции кольцо становится круглым, но с различной толщиной стенки. Кольца устанавливают в оправку — трубу, закрепляют и протачивают их изнутри. Кольца приобретают заданный внутренний диаметр и равную радиальную толщину по всей окружности. Затем шлифуют боковые поверхности колец. Для изготовления незначительного количества поршневых колец описанный способ, требующий применения двух оправок, более сложных в выполнении, чем изготовление самих колец, слишком трудоемок и дорог. Ниже рекомендуется простой способ, к которому приходится прибегать при изготовлении нескольких колец, хотя и уступающих по качеству кольцам заводского производства, но дающих, однако, возможность дальнейшей эксплуатации мотоцикла. В качестве материала для колец подбирают болванку мелкозернистого серого чугуна. Из нее на токарном станке за одну установку вытачивают кольца нужной толщины и высоты с небольшим припуском на доводку, с наружным диаметром, на 0,3—0,5 мм больше диаметра цилиндра. Наружную и боковые поверхности кольца необходимо обрабатывать как можно чище. Кольца по вы соте подгоняют к канавкам поршня шлифованием боковых поверхностей вручную на наждачной шкурке и доводкой на плите. У кольца, подогнанного к канавке поршня, делают разрез лобзиком по металлу или ножевочным полотном, сточенным с боков на наждачном круге так, чтобы ширина пропила не превышала 1 мм. Можно также перекусить кольца кусачками или разрубить осторожно зубилом. Таким образом, получается кольцо правильной формы, равностенное, с разрезом, но не обладающее необходимой упругостью. Для придания кольцу упругости в сжатом состоянии концы его разводят в стыке в стороны на расстояние, равное примерно пятикратной радиальной толщине кольца. Для разведения концов кольцо надевают на трубу подходящего диаметра, причем в местах расположения стыков колец на трубе снимают леску примерно на У окружности для того, чтобы цилиндрическая форма кольца была меньше нарушена. Вместе с трубой кольцо нагревают до 800°, выдерживают при этой температуре 20 мин. и охлаждают в масле. После этой операции рекомендуется нагреть кольцо до 400—450° и охладить на воздухе.
|